
A fragilização por hidrogênio é amplamente imprevisível e os esforços para evitá-la devem começar no estágio de projeto para determinar as características da peça e os processos de fabricação subsequentes.
Evitar a geração de hidrogênio durante o processo de fabricação e a absorção de hidrogênio pelos fixadores elimina o risco de falhas de fragilização do hidrogênio no processo de fabricação. A fragilização por hidrogênio causada pela corrosão ambiental pode ser evitada selecionando adequadamente os métodos de tratamento de superfície que não produzem hidrogênio.
Possíveis soluções incluem
· Galvanização mecânica
· Revestimento de zinco-alumínio
A fragilização por hidrogênio ocorre apenas em fixadores de alta resistência. Se as condições de aplicação permitirem, tente escolher fixadores inferiores a 320HV.
Se as condições permitirem, tente evitar a decapagem e, se for impossível evitar, o tempo de imersão da decapagem deve ser reduzido ao mínimo. A solução de decapagem deve sempre conter ingredientes inibidores. Nos casos em que os fixadores de alta resistência devem ser usados e o hidrogênio não pode ser completamente removido durante o processo de fabricação, e o hidrogênio é absorvido pelo fixador, como decapagem e galvanoplastia, o processo de cozimento de desidrogenação subsequente torna-se crítico.
Para fixadores galvanizados de alta resistência, a fim de reduzir o risco de fragilização por hidrogênio, o cozimento pode ser realizado imediatamente após a galvanoplastia. Consulte ISO4042 (revestimento de chapeamento para fixadores) para orientação. O objetivo do cozimento é remover o máximo de hidrogênio possível e dispersar o hidrogênio restante para longe da superfície. Devido ao efeito de concentração de tensão, a superfície do fixador é geralmente altamente estressada.
Ao galvanoplastia fixadores de alta resistência, eles precisam ser cozidos dentro de 4 horas após a galvanoplastia. Basicamente, quanto mais cedo o cozimento for concluído após a galvanoplastia, melhor será o efeito do tratamento. A operação típica é manter o fixador a uma temperatura de 200 a 230 graus Celsius por 2 horas a 24 horas. Novamente, em termos gerais, quanto mais tempo, melhor. Se a operação de cozimento for adiada por mais de 4 horas após o chapeamento, o fixador pode ter sofrido danos irreparáveis (microfissuras) (pode haver tensão residual local no fixador que faz com que o hidrogênio migre para a área de alta tensão).
Para fixadores com tensão residual, o tempo de cozimento é particularmente crítico porque a tensão residual nos fixadores fará com que o hidrogênio próximo à superfície do fixador se separe em áreas de tensão, incluindo locais de defeitos de superfície, inclusões, falhas, e potenciais áreas de fragilização.
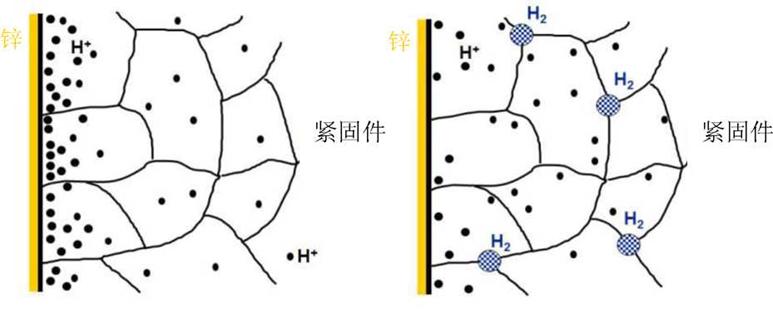
Figura 4: Distribuição antes (esquerda) e depois (direita) da remoção de hidrogênio
O método de teste para fixadores é definido por ISO15330, "Teste de pré-carga para detectar fragilização de hidrogênio-método de superfície de rolamento paralelo".
Fixadores do tipo parafuso método de inspeção de fragilização de hidrogênio
Os testes de pré-carga devem ser realizados em acessórios de teste apropriados. Conforme mostrado nas Figuras 2 e 3, a tensão suportada pelo fixador deve estar dentro de seu ponto de escoamento ou dentro da faixa de torque de falha. O torque pode ser aplicado combinando porcas (ou parafusos) ou girando uma placa de aço rosqueada para garantir que a tensão necessária do fixador correspondente esteja dentro de seu ponto de escoamento; outros métodos de carregamento e acessórios dentro da faixa de torque de quebra também são permitidos. O estresse ou torque deve ser mantido por pelo menos 48h. A cada 24 horas, o fixador deve ser reapertado até o estresse ou torque inicial, enquanto verifica se o fixador foi danificado devido à fragilização por hidrogênio.
Método de inspeção de fragilização de hidrogênio de fixadores auto-roscantes e auto-extrusão
O método de teste de pré-carga é o mesmo que na Seção 2.1, e o acessório de teste relevante é uma placa de aço. Uma arruela com uma classificação de dureza de 300HV pode ser usada sob a cabeça do parafuso para proteger a placa de aço. A espessura mínima da placa de aço é ld, todos os outros requisitos são os mesmos que para parafusos, parafusos e pregos.
Juntas
Método de inspeção de fragilização de hidrogênio de fixadores Vários espécimes de arruela de mola são montados em parafusos com o mesmo diâmetro nominal de rosca e arruela de mola. Use arruelas planas para separar as arruelas de mola umas das outras. A dureza da arruela plana deve ser maior que a dureza do espécime da arruela de mola e sua dureza mínimaÉ 40HRC. A arruela elástica cônica deve ser testada em pares, e a montagem deve ser apertada até que a amostra da arruela da mola (sexual) seja completamente achatada.
Se todas as amostras no mesmo lote passarem no teste sem fraturas ou rachaduras visíveis, o material do lote é qualificado. No entanto, é importante notar que passar no teste de fragilização por hidrogênio apenas reduz o risco potencial.
A fim de evitar os problemas de danos por fragilização por hidrogênio causados pelo processo de chapeamento, os fabricantes de fixadores estão procurando maneiras de evitar problemas de fragilização por hidrogênio, incluindo o uso de limpeza de baixo hidrogênio e baixo chapeamento de hidrogênio, que visa reduzir a chance de contato com o hidrogênio. No projeto, a influência da resistência do material na sensibilidade à fragilização do hidrogênio deve ser totalmente considerada, e o nível de resistência deve ser reduzido o máximo possível. No processo de processamento, danos mecânicos na superfície das peças devem ser evitados, tanto quanto possível; O processo de galvanoplastia de baixa fragilização por hidrogênio deve ser adotado, e o revestimento de zinco-alumínio de fragilização sem hidrogênio e outros métodos de tratamento de superfície anti-corrosão devem ser usados, se necessário. Após a galvanoplastia, um processo de acionamento de hidrogênio razoável deve ser adotado para remover estritamente o hidrogênio. Atualmente, embora o problema de fragilização do hidrogênio não possa ser completamente eliminado, com o desenvolvimento de novos materiais, alternativas de tratamento de superfície de baixo custo podem ser um avanço para resolver completamente o problema.





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





